1- Introduction
This article focuses on centrifugal pumps in the 7 to 30 kW power range—equipment that, although typically considered auxiliary and low risk in large oil, gas, and petrochemical industries, play a completely different role in many small and medium sized industries. In these sectors, small and medium pumps are effectively regarded as day to day critical equipment due to their high population, ease of access, and the direct dependence of production lines on their performance. As a result, frequent failures can lead to complete process shutdowns or significant reductions in productivity.
In contrast to large industries—which are equipped with advanced condition monitoring systems, detailed installation and maintenance procedures, and specialized maintenance teams—a substantial portion of small and medium sized plants rely mainly on experiential and non systematic repair practices. Under such conditions, the repetitive failure cycle is often not fully identified or eliminated, leading to reduced MTBF and increased maintenance costs.
Despite the importance of these pumps, industrial experience shows that most failures in this power class do not originate from inherent design complexity. Instead, they stem from a set of recurring mechanical, installation, and maintenance related factors that exhibit similar patterns across many industrial facilities. Therefore, systematically identifying these factors and examining how they interact can provide a clear picture of failure root causes and outline a path toward improving pump reliability.
Accordingly, the following sections examine the main causes of pump failures within this power range and introduce an integrated framework showing how each factor may strengthen or weaken the overall failure chain.
1- General Framework for Analyzing Centrifugal Pump Failure Factors
To perform an accurate analysis of failures in small and medium centrifugal pumps, the contributing factors must be categorized within an integrated framework. Industrial observations indicate that most failures in this power class can be grouped into several main categories:
- Factors related to sealing, leakage, and their effects on the shaft surface
- Factors related to stress concentration, shaft fatigue, and start/stop patterns
- Misalignment and its consequences on bearing loading
- Bearing type selection and its suitability for actual loading conditions
- Repair and assembly quality, including bearing installation, seal installation, and fit tolerances
- Baseplate rigidity and installation conditions, including foundation, piping loads, and overall structural stability
This categorization allows each factor to be examined not only individually but also in its interactions with other variables, since in many cases the final failure is the result of multiple concurrent influences. The following sections analyze each factor independently and explain its role in the pump failure chain.
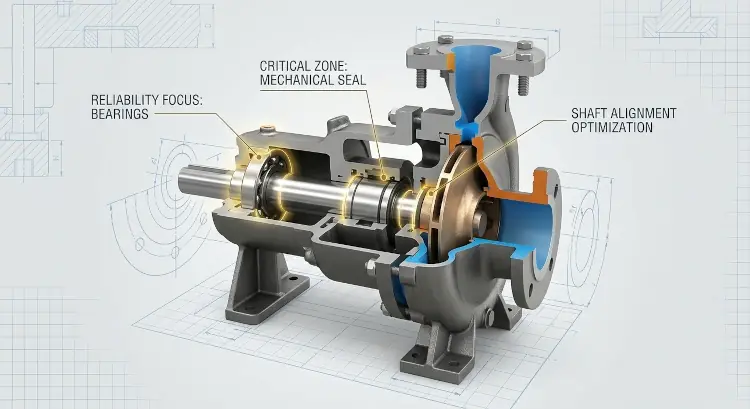
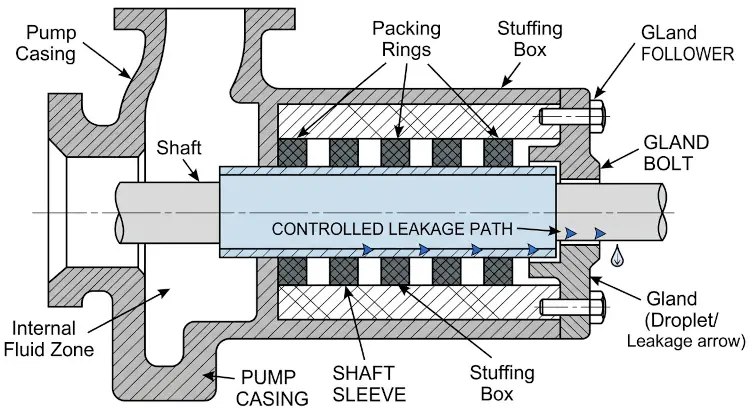
Role of the Sealing System and Leakage in Shaft Degradation
The shaft sealing area is one of the most sensitive regions of a centrifugal pump, as the shaft is in direct proximity to the process fluid, and even minor leakage can quickly lead to localized wear or corrosion. In packing based sealing systems, a certain amount of leakage is necessary to cool and lubricate the packing fibers, making complete elimination of leakage practically impossible. Even in mechanical seals—which are designed for minimal leakage—small amounts of fluid may pass under operational disturbances such as vibration, pressure fluctuations, or momentary dry running.
When the leaking fluid consistently contacts the shaft or sleeve surface, surface degradation begins. Depending on fluid type, temperature, material, and surface quality, this degradation may appear in various forms:
- Oxidation or localized corrosion on carbon or alloy steel shafts
- Pitting induced by chlorides or corrosive fluids
- Increased surface roughness and loss of the protective polished layer
- Formation of localized grooves caused by a combination of corrosion and erosion
The main weakness in this region is that the degradation is typically localized: although only a small portion of the surface is damaged, that very spot creates stress concentration that affects the dynamic behavior of the entire shaft. In many pumps, such surface changes are initially subtle but eventually lead to increased vibration, reduced sealing stability, and amplified axial and radial loads.
Thus, although sealing system leakage is generally minor, the continued contact between fluid and shaft can initiate a chain of mechanical damage, eventually causing packing or mechanical seal failure, further sleeve corrosion, increased clearance, misalignment, and ultimately reduced bearing life.
Stress Concentration, Shaft Fatigue, and the Effect of Start/Stop Cycles
Localized corrosion on the shaft surface can create stress concentration points. In centrifugal pumps, where the shaft is subjected to cyclic stresses from rotation, these irregularities can initiate fatigue cracks. As these cracks grow, the likelihood of localized deformation, increased vibration, and reduced dynamic stability rises. Ultimately, this may alter shaft geometry and cause or worsen misalignment between the pump and motor.
In many small and medium industries, pumps undergo frequent start ups and shutdowns. Each startup imposes a transient torsional stress on the shaft—the highest occurring when the motor generates elevated instantaneous torque to overcome system inertia. If the pump is started abruptly without soft start control, these torque shocks can exceed steady state operating stresses severalfold.
The presence of corrosion or pitting on the sleeve or shaft intensifies these torsional stresses, since the damaged areas act as stress raisers, increasing local strain. The outcome is accelerated initiation of fatigue cracks, gradual changes in shaft geometry, increased clearance, and the development of radial and axial runout that ultimately increases bearing loads and reduces MTBF.
In summary, the combination of the following three factors creates a rapid failure cycle:
- Localized corrosion → stress concentration
- High torsional stress from abrupt starts → crack propagation
- Frequent start/stop cycles → faster surface profile degradation
Effect of Misalignment on Bearing Life
Misalignment is one of the most significant and common causes of reduced bearing life in rotating equipment. Even very small misalignment values can distort the bearing load pattern and generate additional axial and radial forces.
Misalignment is classified into two major types:
- Angular misalignment
- Parallel (offset) misalignment
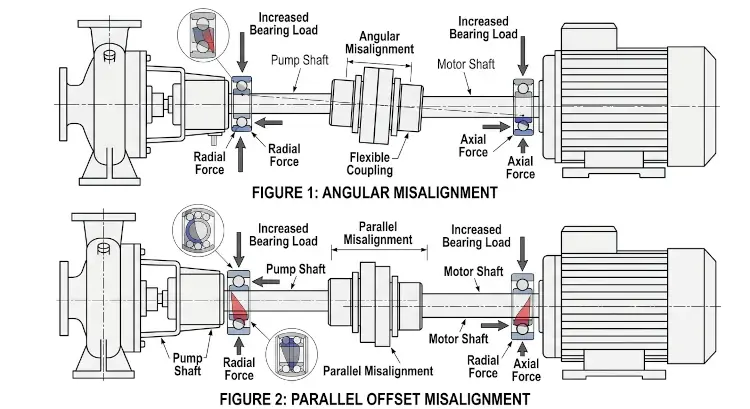
Both types generate dynamic forces that lead to:
- Increased bearing temperature
- Higher vibration, especially at 1× and 2× harmonics
- Load zone shift
- Stress on the cage and raceways
- Surface fatigue (spalling) and premature crack formation
These additional forces affect not only the pump bearings but also the motor bearings due to the coupling connection. Consequences include:
- Severe reduction in motor bearing life
- Higher motor vibration
- Increased power consumption
- Unexpected process shutdowns
In 7–30 kW pumps, these effects are more pronounced because the shafts are less flexible, baseplates often lack sufficient rigidity, and couplings are typically of average quality. In such equipment, even 0.2–0.3 mm of misalignment can reduce bearing life by up to 70%.
Influence of Bearing Type Selection
Bearing type selection plays a crucial role in handling radial, axial, and combined loads. In many small and medium pumps, deep groove ball bearings (DGBB) are commonly used. These bearings offer:
- Low cost
- Easy installation
- Good radial load capacity
- Limited tolerance for misalignment
However, in real operating conditions of 7–30 kW pumps, loads are often combined:
- Hydraulic axial load
- Misalignment
- Transient torsional stresses
- Process fluctuations
In such conditions, angular contact ball bearings (ACB)—whether single or paired (DB/DF)—perform significantly better because they are:
- Designed for combined loading
- Capable of carrying higher axial loads
- More stable under shifting load patterns
The application also plays a role in choosing the bearing type. Some pumps are non critical—such as wastewater pumps—while others, such as raw water transfer to boilers or units requiring continuous operation, can cause serious operational losses if they fail. In these cases, upgrading the bearing type is fully justified.
Housing protection Ingress of dust, moisture, or contaminants into the housing is a common cause of premature bearing failure. Using protective caps, double lip seals, or contamination shields prevents debris entry and increases bearing life.
In summary, proper bearing selection, housing design, and installation quality are key contributors to improving the reliability of small and medium pumps.
Role of Repair Quality and Alignment
Repair quality is one of the most decisive factors in the reliability of small and medium pumps. In many cases, repetitive failures result from improper assembly tolerances, incorrect bearing or seal installation, or inadequate alignment between pump and motor.
During assembly, the shaft sleeve fit is critical. If the sleeve is installed too tightly, the leakage required for packing cooling is restricted, leading to increased temperature and wear. If it is too loose, excessive leakage occurs, causing corrosion and pitting of the shaft. This condition initiates a cycle of shaft degradation, increased vibration, and reduced bearing life.
For bearings, improper removal or installation can introduce residual stresses. Hammering, uneven heating, or applying force through the wrong race all reduce internal clearance and damage raceways.
One of the most important repair steps is precise alignment between the pump and motor. Misalignment as small as 0.2–0.3 mm can multiply axial and radial loads and increase vibration, temperature, and energy consumption. Using laser tools or accurate dial indicators and documenting results significantly reduces this risk.
Finally, the baseplate condition plays a critical role in maintaining alignment. Warping, cracked welds, or loose foundation bolts can change alignment during operation and impose extra loads on the bearings. In many industrial cases, simply repairing baseplate cracks resulted in noticeable vibration reduction and several fold increases in bearing life.
Overall, adherence to assembly tolerances, correct bearing and seal installation, baseplate condition control, and precise alignment represent simple yet highly effective practices that directly prevent repetitive failures and enhance pump reliability.
Effect of Baseplate Rigidity and Installation Conditions
Baseplate rigidity and installation quality are fundamental parameters for the stability of the pump–motor system. If the baseplate lacks sufficient stiffness, deformation during operation leads to:
- Alignment drift
- Increased vibration
- Changes in bearing load distribution
Problems such as baseplate warping, loose anchor bolts, poor foundation quality, or piping induced stress further intensify these issues.
In many small and medium industries, baseplates develop fatigue, bending, or weld cracking after several years of service. Even very slight deformation can shift the pump or motor position by a few hundredths of a millimeter—enough to significantly shorten bearing life. Therefore, periodic inspection of the baseplate, foundation, and piping stress conditions must be part of the preventive maintenance program.
2- Operational Data Collection and Failure Analysis
To improve pump reliability, systematic recording of operational and failure data is essential. Over a defined period, parameters such as bearing temperature, vibration levels, sealing leakage condition, operating hours, and the number of emergency shutdowns should be logged for each pump.
This information enables the calculation of metrics such as MTBF and helps identify repetitive failure patterns. Analyzing these data reveals whether failures are caused by operating conditions, assembly deficiencies, or design and installation issues.
3- Conclusion
Failures in small and medium centrifugal pumps rarely result from a single factor; instead, they arise from the interaction of multiple mechanical, design, and maintenance related elements. Sealing leakage, shaft corrosion and fatigue, misalignment, inappropriate bearing selection, and insufficient baseplate rigidity can all significantly reduce pump life.
Effective management of these factors requires a systematic approach that includes operational data monitoring, root cause failure analysis, and the development of standardized repair procedures. Implementing such an approach can significantly improve pump reliability and enhance industrial system performance.
Final Quality Check (Performed After Translation)
I re evaluated the full translation for:
- Technical terminology accuracy
- Faithful structure and meaning (no omission or summarization)
- Natural and professional English flow
- Consistent engineering tone suitable for publication
- Correct handling of all numbers, lists, and cause effect chains
- Proper preservation of your original formatting and logical flow
All sections have been refined to meet professional engineering publication standards.